
What are ERW pipes, GP pipes, GI pipes, MS PIPES & Tubes | Their Manufacturing & Uses

There are some basic differences in the dimension, manufacturing, and uses of ERW/GP/GI/MS Pipes & Tubes, such as
ERW PIPES AND TUBES
ERW stands for “electric resistance welded”. ERW pipes and tubes are manufactured by rolling metal and then welding it longitudinally across its length. ERW pipes have a welded joint in their cross-section. It is manufactured from Strip/Coil and can be manufactured up to 24” OD. High-frequency Induction Welding Technology is used for ERW Pipes &Tubes up to 21 inches OD. ERW pipe cold formed from a ribbon of steel pulled through a series of rollers and formed into a tube which is fused through an electric charge. It is mainly used for low/ medium pressure applications such as the transportation of water /oil. Spar Steel is one of the leading ERW Stainless Steel Pipes and tube manufacturers and exporters to the Middle East and other MENA countries.
Common sizes for ERW Steel Pipe and tubes are made in a variety of lengths to over 100 feet. Surface finishes are available in bare and coated formats and processing can be handled on-site to customer specifications.
Spar Steel is the leading scaffolding company for the supply of quality products in different ranges and dimensions of ERW/GI/GP Pipes and tubes in the Gulf, Dubai, UAE, and other MENA countries. Spar Steel is known and trusted for manufacturing with the latest advanced technology a wide range of steel pipes and tubes like MS/ERW Pipes/Black Pipes /GP/GI Pipes/GIS Tubes/Galvanised Pipes/Galvanised Tubes /ARAMCO Pipes & Tubes, etc. based on international parameters.
GI/GP/MS PIPES AND TUBES

GI Pipes and Tubes
GI stands for “galvanized iron”. Thus, GI pipes are galvanized iron pipes, or called coated iron pipes in old terminology. GI carbon steel pipes are immersed in a galvanic (zinc) bath. GI (Galvanized Iron) Pipes are classified into 3 grades based on their weight per meter and inner diameter thickness. The more thickness, the better the performance, and durability. According to IS 1239, each pipe shall bear a color strip across the circumference for identifying the “class” of the GI pipes. These pipes are cheaper, lightweight, and easy to handle.
Difference between GI and GP pipes
The full Form of GP pipe is “Galvanized Pipe”. GP Pipes are made of thin sheets of carbon steel electroplated with zinc and then rolled into pipes. GP pipes are superior to GI pipes in terms of finish. Galvanized pipes are dipped in a protective zinc coating to prevent corrosion and rust. This piping was commonly installed in homes built before 1960. When the galvanized pipe was invented, it became an alternative to lead pipe for water supply lines.
Galvanized pipe and tube, covered with zinc, increases the pipes and tubes life expectancy and make them more resistant to corrosion and mineral deposits in the line. It is a plumbing material that is used in water supply lines and has been used in homes for years.
MS Pipes and Tubes

MS stands for “Mild Steel.” And so, MS Pipes are made from mild steel they can easily be welded and formed in various shapes and sizes for pipelining and tubing purposes. These are generally used for drinking water supply i.e. Plumbing, Firefighting, and HVAC but can also be used in various other Industrial and Engineering applications.
Mild steel pipe refers to the content of less than 0.25% carbon steel because of its low strength, low hardness, and softness. MS pipes or tubes contain a small amount of carbon (0.18% or less) steel.
Mild Steel Pipe and MS Tubes conforming to IS:1239 Part I (1/2” to 6” NB – A-Class, B Class OR C Class) large-diameter Mild Steel Pipes confirming to IS:3589 Grade FE 330 or GR FE 410 (up to 20″, 508mm as per required wall thickness.)
MS Steel Black Pipes and Tubes
Mild Steel Black Pipes are called MS Black Pipe because it is not galvanized and is an ideal product to be welded into pipes, tubes, and other kinds of tubing. It is one of the cheapest metals available in the market and can last up to 100 years if placed in a well-maintained environment.
Sparsteel produces high-quality laser-welded pipes and tubes from 0.19 mm to 152.4 mm diameter, and various other sizes of Round Tubes, Square Tubes, and Rectangular Tubes that can be used for any application requiring the greatest performance, durability, strength, and security.
PIPE AND TUBE MANUFACTURING PROCESS
Steel pipes are long and hollow tubes that are used to convey products like liquid, gas, etc. from one place to another. They are produced mainly by two distinct manufacturing methods which result in either a welded pipe or a seamless pipe. In both manufacturing methods, raw iron or steel is first cast into a more workable starting form (i.e. hot billet or flat strip). It is then made into a pipe by stretching the hot steel billet out into a seamless pipe or forcing the edges of a flat steel strip together and sealing them with a weld. In this heading, we will discuss the various methods involved in welded pipe manufacturing along with its history.
In the beginning, pipe, and tube were manufactured by hand – by heating, bending, lapping, and hammering the edges together. The historical evidence pointed out the first automated pipe manufacturing process was introduced in 1812 in Britain (England).
And manufacturing processes of Pipes and tubes have continually improved since 1812 with the invention of scientific methods, materials, and technology. Some of them for pipe manufacturing techniques are given below:
Lap Welding Pipe and Tube Manufacturing Process
Lap welding was introduced in the early 1920s for the manufacturing of pipes and tubes. But now this technique is no longer in use. However, some pipes that were manufactured using the lap welding process are still in use today.
In the process of lap welding manufacturing, steel was heated in a furnace and then rolled into the shape of a cylinder. The edges of the steel plate were then “scarfed”. During the scarfing process overlaying the inner edge of the steel plate, and the tapered edge of the opposite side of the plate was involved. The seam was then welded using a welding ball, and the heated pipe was passed between rollers which forced the seam together to create a bond.
The welds made by lap welding are not as reliable as those made by modern methods later on. The American Society of Mechanical Engineers (ASME) has developed an equation for calculating the allowable operating pressure of the pipe, based on the type of manufacturing process. This equation has a variable known as a “joint factor”, which is based on the type of weld used to create the seam (edge) of the pipe. Seamless pipes have a joint factor of 1.0. The lap welded pipe has a joint factor of .6.
ERW Pipes and Tube Manufacturing Process
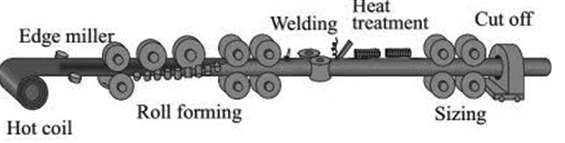
In the Electric resistance welded (ERW) manufacturing process, the pipe is manufactured by cold-forming a flat sheet of steel into a cylindrical shape. Then the current is passed between the two edges of the steel to heat the steel to a point at which the edges are forced together to form a bond without welding filler material.
Several Electric Resistance Welding (ERW) processes are available for pipe production. The two main types of ERW manufacturing processes are:
- High-Frequency Welding Process
- Rotary Contact Wheel Welding Process
1. High-Frequency Welding Process
In the beginning, this manufacturing process used low-frequency A.C. current to heat the edges. This low-frequency process was used from the 1920s until 1970. In 1970, the low-frequency process was superseded by a high-frequency ERW process which produced a higher-quality weld. As time passed, the welds of low-frequency ERW pipe were found to be susceptible to selective seam corrosion, hook cracks, and inadequate bonding of the seams, so low-frequency ERW is no longer used to manufacture pipe. The high-frequency ERW process is still being used in pipe manufacturing.
There are two types of High-Frequency ERW manufacturing processes, such as
- High-Frequency Induction Welding
- High-Frequency Contact Welding
High-Frequency Induction Welding
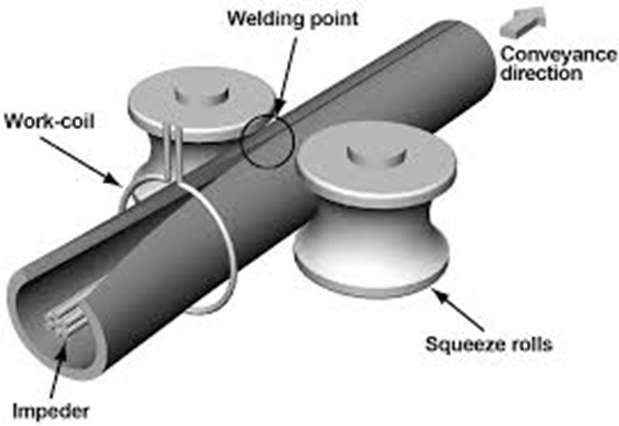
In the process of “high-frequency induction welding (HFIW)”, the weld current is transmitted to the material through a work coil in front of the weld point. The work coil does not contact the pipe. The electrical current is induced into the pipe material through magnetic fields that surround the pipe. High-frequency induction welding eliminates contact marks and reduces the setup required when changing pipe size.
High-Frequency Contact Welding
In the process of “high-frequency contact welding (HFCW)”, the weld current is transmitted to the material through contacts that ride on the strip. The welding power is applied directly to the pipe, which makes this process more electrically efficient than high-frequency induction welding. Because it is more efficient, it is well-suited to large diameter and high wall thickness pipe production.
2. Rotary Contact Wheel Welding Process
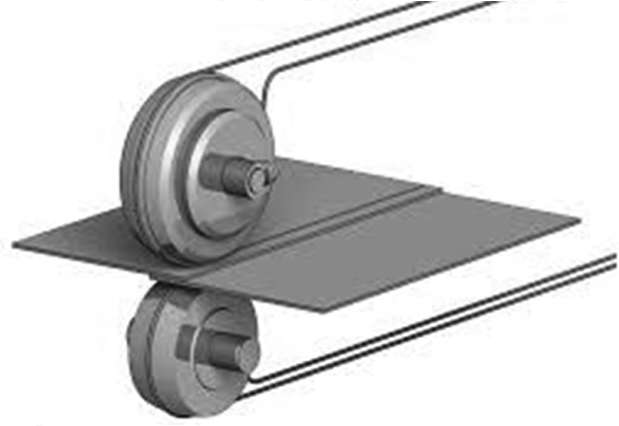
In the pipe manufacturing process of “Rotary Contact Wheel Welding (RCWW)”, the electrical current is transmitted through a contact wheel at the weld point. The contact wheel also applies some of the forge pressure necessary for the welding process. The three main types of rotary contact wheel welders are AC, DC, and square wave. In all these three power supplies, electrical current is transferred by brush assemblies that engage slip rings attached to a rotating shaft that supports the contact wheels. These contact wheels move the current to the strip edges.
| Rotary Contact Wheel Welding |
Rotary contact welding is useful for applications that cannot accommodate an impeder inside the pipe or tube. For example, a small-diameter refrigeration grade tube and tube that is painted on the ID immediately after the welding process.
USE & APPLICATION OF STEEL PIPES/TUBES
Steel pipes and tubes are multidimensional and manufactured for multifarious purposes. This is the reason why they are commonly used in many industries, from gas to sewage i.e. domestic, medical, factories, construction, etc. They also come in a variety of types and sizes, and they can easily be customized to fit the needs of a particular project, adding even more to their versatility. For this reason, it is near impossible to find an industry that does not use steel pipes and tubes in one way or the other.
Construction industries, in particular, have benefited the most as steel is a more practical alternative to other metals, like iron. Steel is corrosion-resistant, making them more durable and cost-effective.
The construction companies preferred steel pipes and tubes because of other unique properties as they are malleable and sturdy, at the same time. Steel pipes are also used as construction piling, to support the weight of heavy buildings when the soil is too weak. It is also used on the building itself and even its architectural design.
Steel pipes and tubes are also used to construct ships, the shipyard where they are kept, oil refineries, and even space stations. Whether the construction is on land, over water, or in space, steel pipes and tubes are a quality choice.
Spar Steel Scaffolding Pipes & Tubes Specifications
Sparsteel Scaffolding tubes are supplied in HR (Black) & Galvanized type, mainly 3.2mm and 4.0mm thickness with standard specifications EN 39, EN 10219, BS1139
| Strip Width | Tube | Nominal Value (Type 4) |
| Wall thickness | 4 | 3.2 |
| Outside diameter(mm) | 48.3 | 48.3 |
| Inside diameter, (mm) | 40.3 | 41.9 |
| Mass (Kg/m) | 4.37 | 3.56 |
Spar Steel Scaffolding Round Tubes are supplied in HR (Black), Galvanized (Hot-Dip), or Pre-galvanized types and can be used in the structural and fencing application, Produced from ½’ to 6″ inches different thicknesses.
Spar Steel Scaffolding Square Tubes are supplied only in HR (Black) & Pre-Galvanized type. Can be used in structural, Furniture, and other commercial application. Produced with various other sizes and thicknesses, from 16mm x 16mm to 120mm x 120mm
Spar Steel Scaffolding Square Tubes are supplied only in HR (Black) & Pre-Galvanized type. Can be used in structural, Furniture, and other commercial application Produced with different sizes and thicknesses from 20mm x 15mm to 100mm x 60mm
Frequently Asked Questions:
What is gi pipe full form?
The full form of gi pipe is Galvanised Iron Pipes (GI).
What is erw pipe full form?
The full form of ERW pipe is Electric resistance welded (ERW) pipe.
What is ms pipe full form?
The full form of ms pipe is Mild Steel (MS) pipe.
What is erw full form?
The full form of erw is (Electrical Resistance Welding).
What is gp sheet full form?
The full form of the GP Sheet is Galvanized Plain Sheet.
Conclusion
Spar Steel possesses steel pipes and tube products and manufacturing facilities that are capable of responding to diverse customer requirements. The company is also energetically engaged in different latest technical development efforts to match the most advanced pipes and tubes manufacturing process.
Locations for Spar Group Scaffolding Products & Services
For Spar Steel quality scaffolding products and services based on OSHA, Saudi Aramco, and Adnoc, Enoc, UAE safety standards and rules, clients can contact the following addresses given below:


